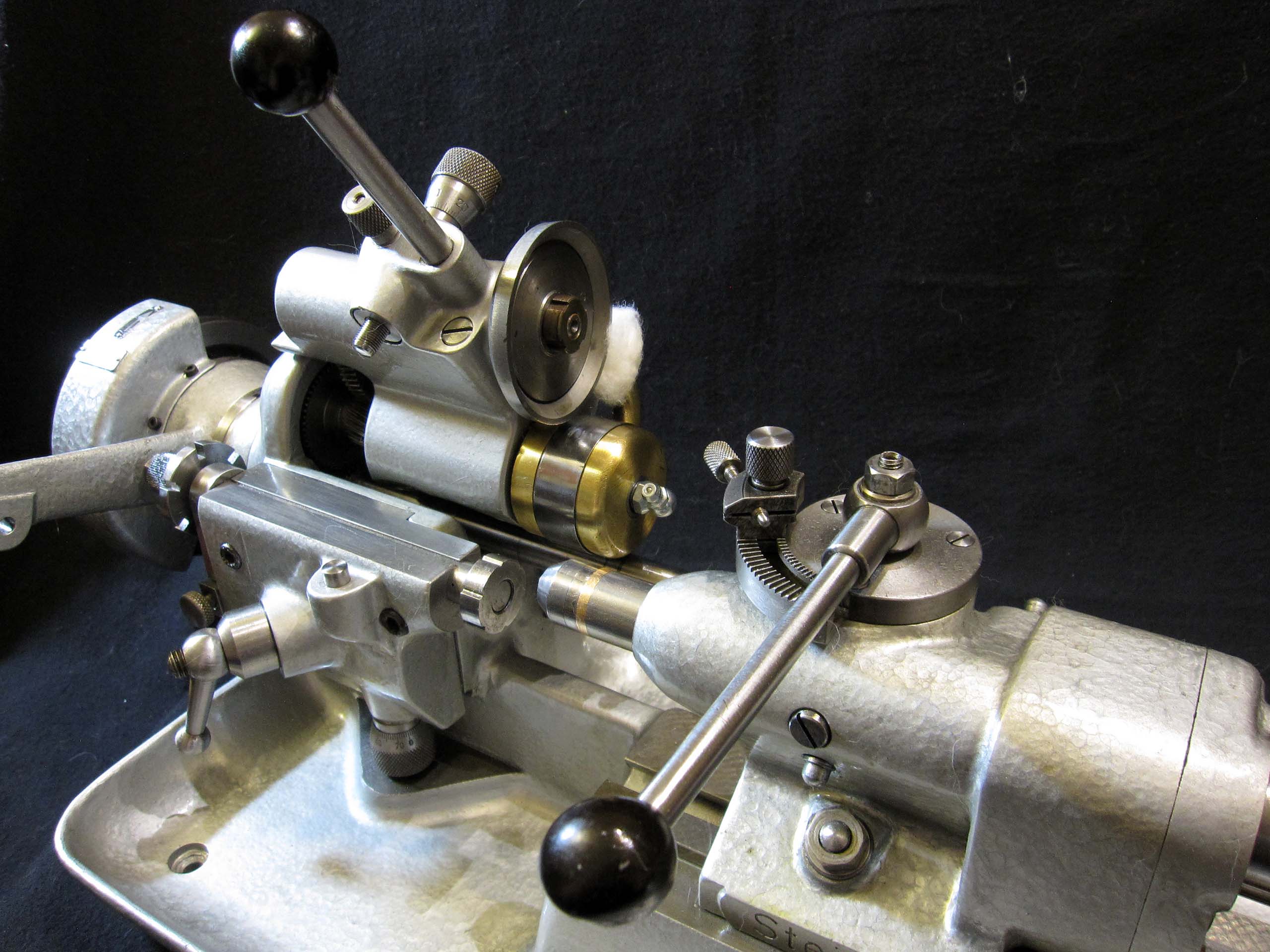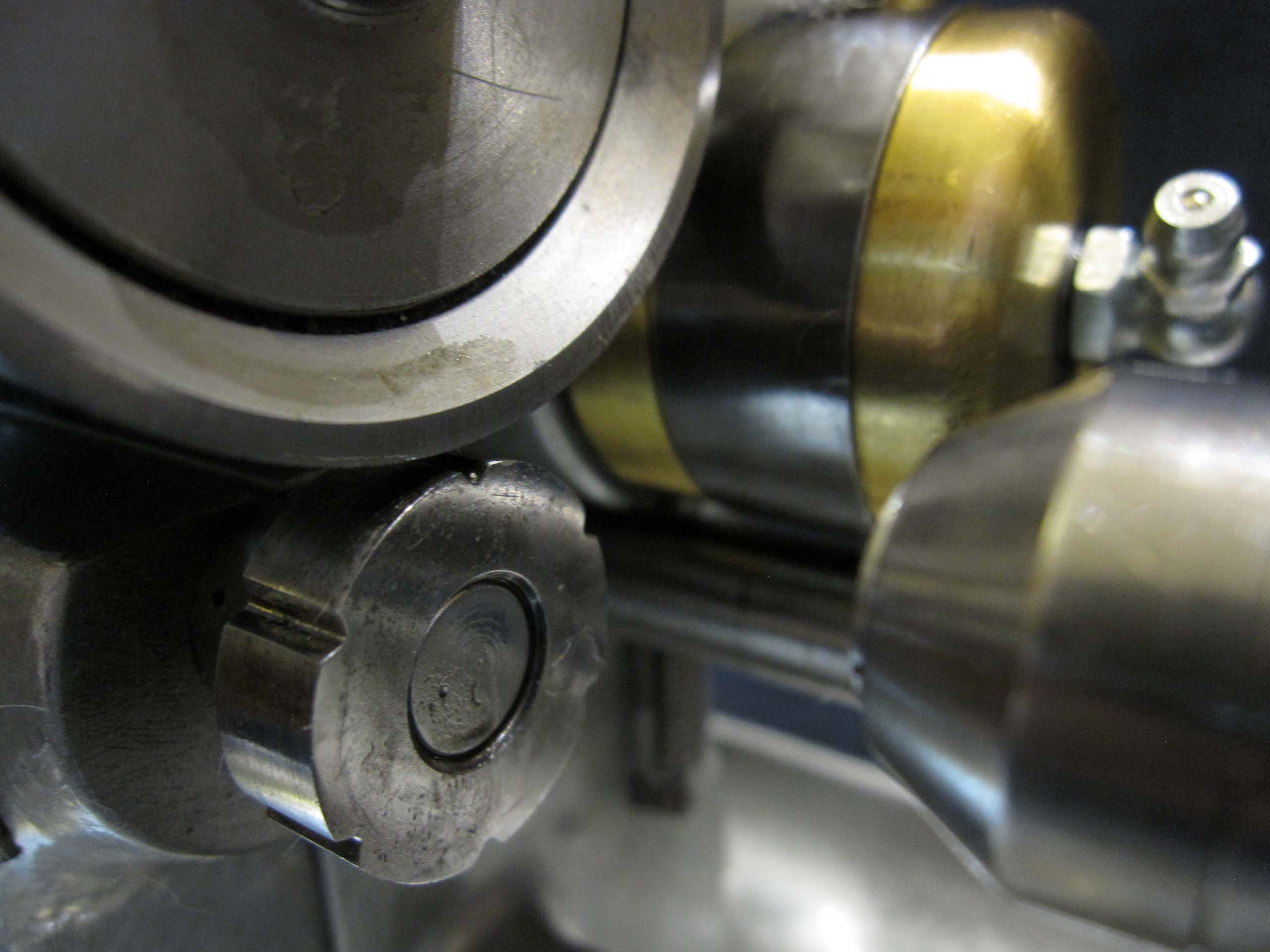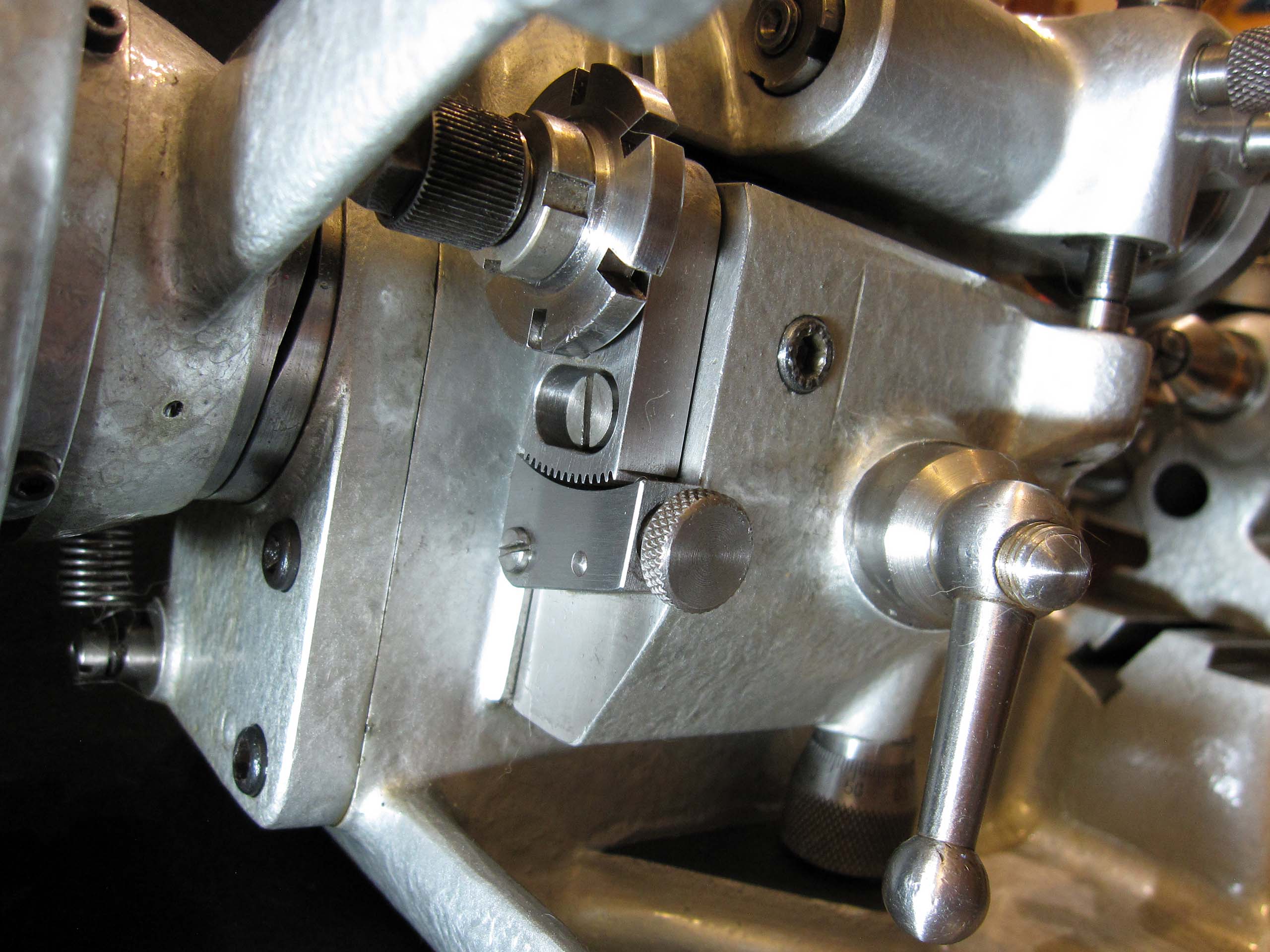
The rolling tool is a rotating hardened steel disc ("quill"), roughened with a special grinding wheel. It is lowered toward the oppositely rotating side of the workpiece by means of a precisely adjusted micrometer. Accurate control of the length of the rolled surface and the associated finishing of shaft transitions is achieved using a precise longitudinal stop of the tailstock.

The parts are clamped with a collet in the tailstock spindle, which is equipped with a quick-clamping device (for series production).
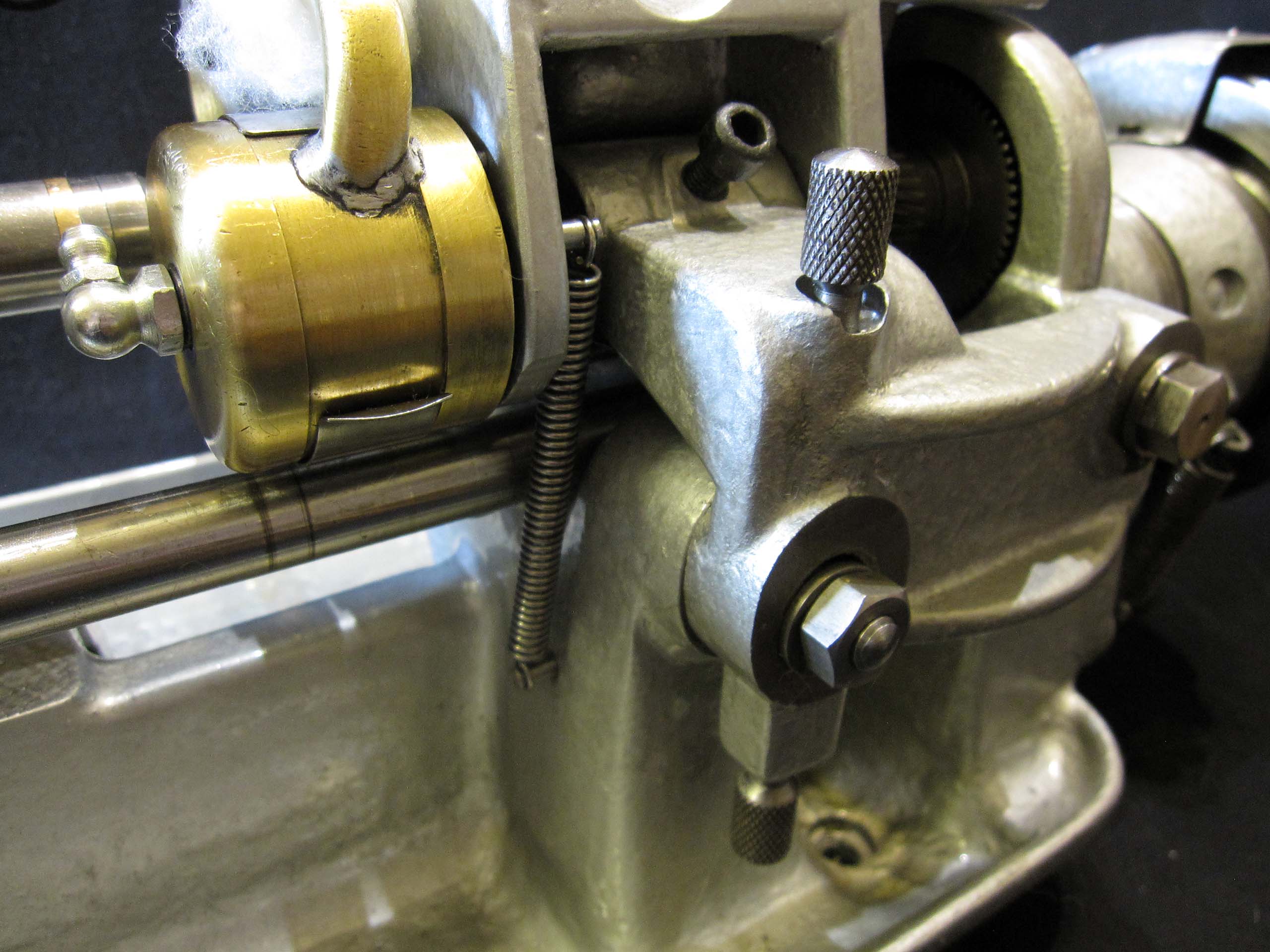
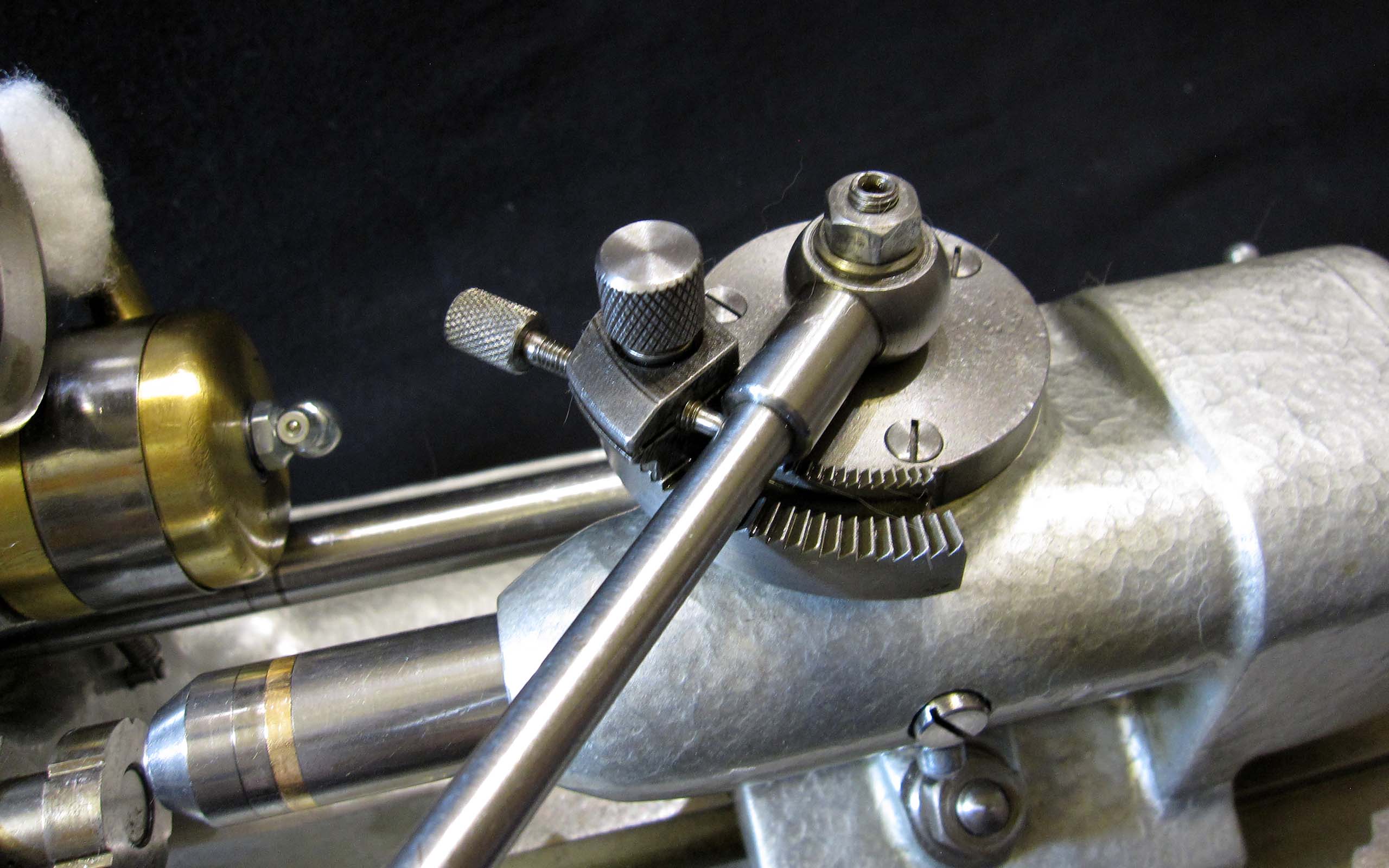
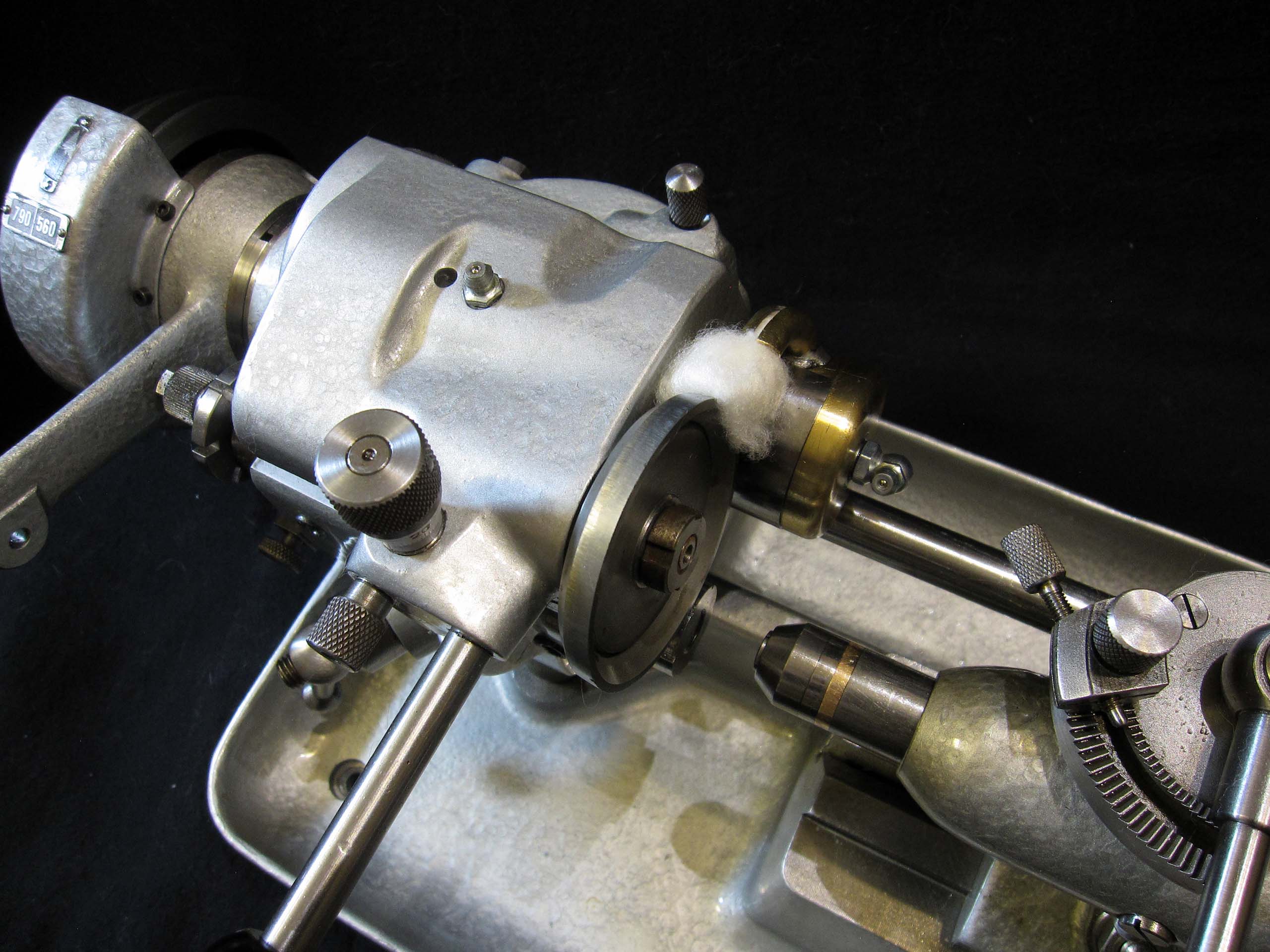
The pivot to be rolled is advanced by moving the tailstock onto the so-called broach (a stone-hard support), which has corresponding cut-outs matched to the pivot diameter. The correct position of the broach is fixed with a clamping washer. During operation, the rolling disc is cleaned around its perimeter with oil-soaked felt.
The rolling disc can be made of tool steel, carbide, or ceramic and may have a roughness of 2–15 µm. The rolling time ranges from 2 to 40 seconds. The surface roughness depth of the rolled pivot is 0.2–1 µm.